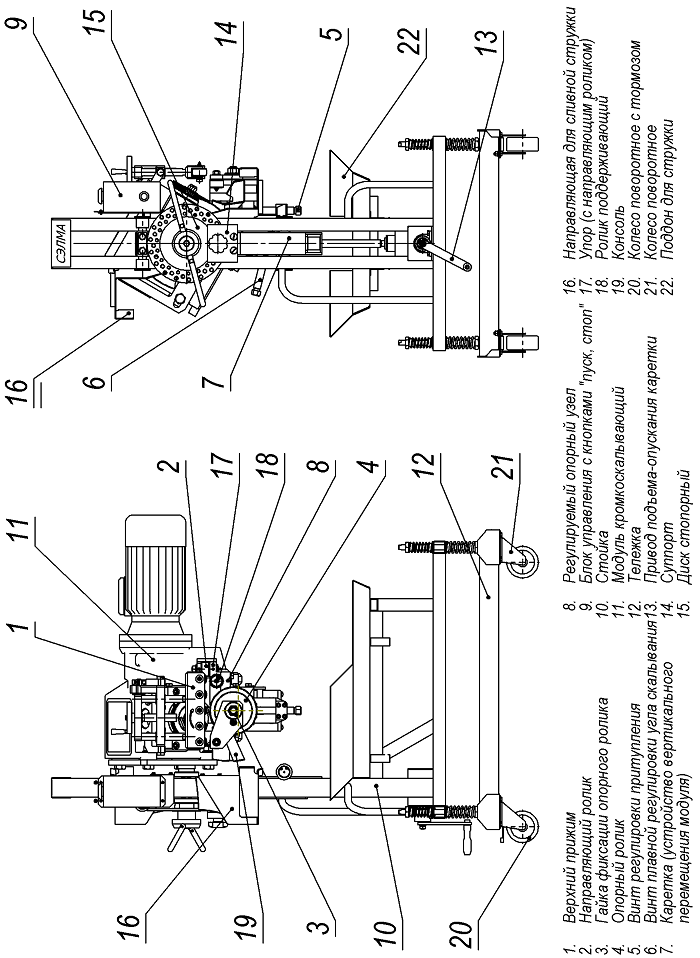
Машина кромкоскалывающая МКС 28У
Модуль
кромкоскалывающий установлен в положении для скалывания фаски сверху
Рис. 1
1. Назначение
Машина кромкоскалывающая подготовки листового металла к сварке МКС 28У, далее по тексту машина., предназначена
для скалывания кромки по краю заготовки с разными углами скоса с верхней или с нижней стороны заготовки.
«Холодная»
обработка позволяет получить заготовку без тепловых искажений и структурных
изменений металла, неизбежных при газовой резке.
Регулировка
угла скалывания плавная бесступенчатая от 22,5° до 45°.
Рабочая высота
стапеля для укладки заготовок 1040±10 мм. На стапеле
указанной высоты машина скалывает кромку от 22,5º до 45º, сверху и снизу на
листе толщиной до 52 мм.
Тележка машины позволяет подводить машину к заготовке и автоматически перемещать ее при скалывании кромки вдоль листа. Возможно скалывать
заготовки небольших размеров, пропуская их через неподвижно стоящую машину.
Таблица
1. Основные технические данные машины
|
Наименование параметра
|
Значения
|
|
Напряжение питающей сети, В
|
3х380
|
|
Частота питающей сети, Гц
|
50
|
|
Мощность привода, кВт
|
3
|
|
Скорость вращения куттера, об/мин
|
8,7
|
|
Скорость скалывания кромки, м/мин*
|
2.3
|
|
Толщина обрабатываемого листа, мм,
|
до
52
|
|
Наибольшая ширина фаски, мм
|
28
|
|
Габаритные размеры, мм: длина
ширина
высота
|
1030
720
1550
|
|
Масса машины, кг
|
280
|
*Скорость
скалывания изменяется в зависимости от предела прочности материала, размера фаски, угла скалывания. 
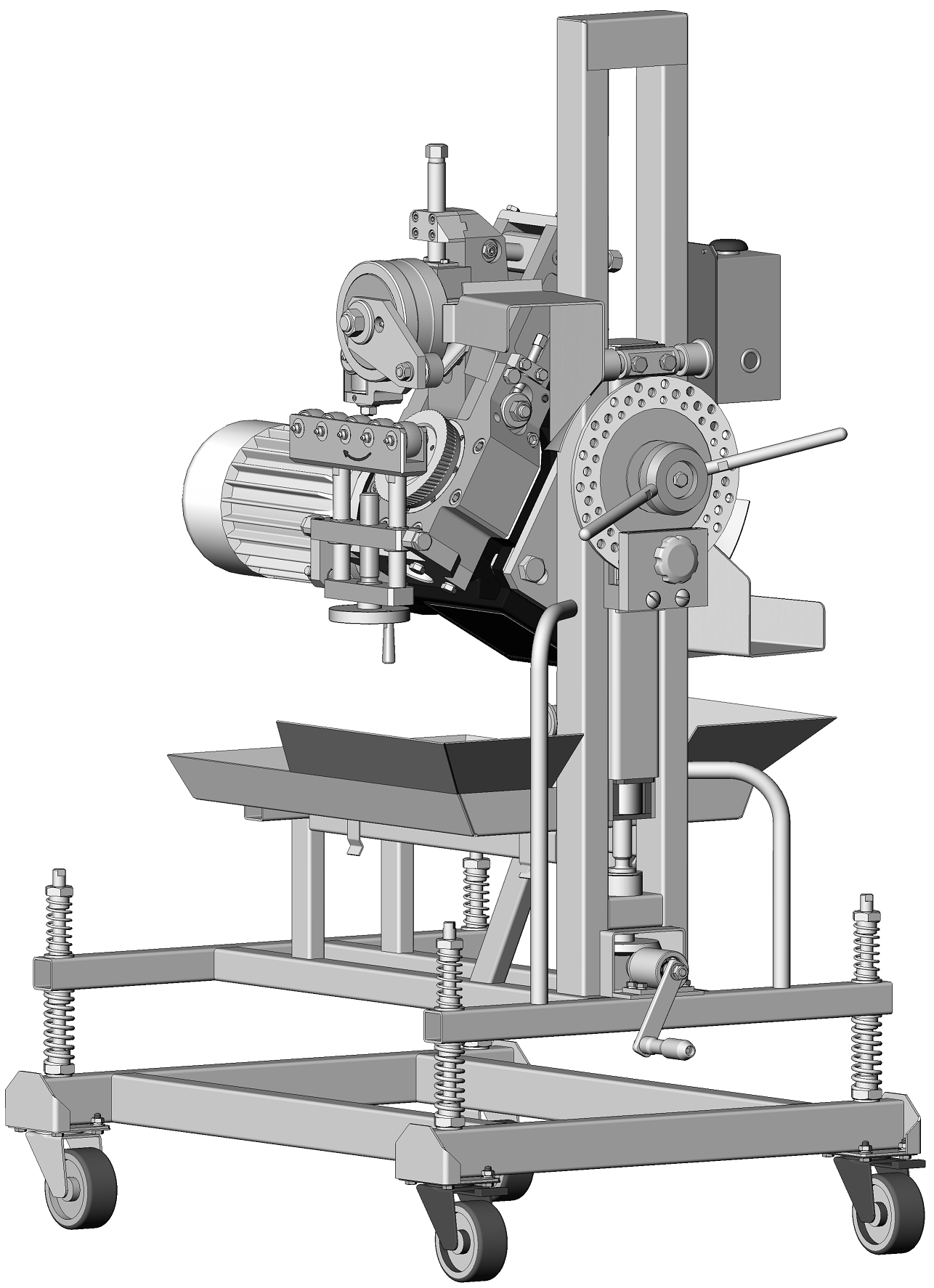
Рис. 2
Машина кромкоскалывающая МКС 28У
Модуль
кромкоскалывающий установлен в положении для скалывания фаски снизу
Рис. 3
Таблица
2. Размеры фаски, в зависимости от
предела прочности материала при растяжении
|
Угол
скоса кромки
|
Временное
сопротивление кгс/мм²
(Предел прочности
при растяжении)
|
|
1
|
2
|
3
|
|
До 45 кгс/мм²
|
До 50 кгс/мм²
|
До 60 кгс/мм²
|
A
|
Wmax
|
D
|
Wmax
|
D
|
Wmax
|
D
|
|
22,5º
|
28 мм
|
25.9 мм
|
26 мм
|
24 мм
|
23 мм
|
21.2 мм
|
|
30º
|
28 мм
|
24.2
мм
|
26 мм
|
22.5мм
|
23 мм
|
19.9
мм
|
|
37,5º
|
27 мм
|
21.4
мм
|
25 мм
|
19.8
мм
|
22 мм
|
17.5
мм
|
|
45º
|
26 мм
|
18,4
мм
|
24 мм
|
17 мм
|
21 мм
|
14.8 мм
|
Допуски на размеры
указанные в таблице 2 по ГОСТ 5264-80 и ГОСТ 8713-79.
Параметры
фаски показаны на Рис. 4 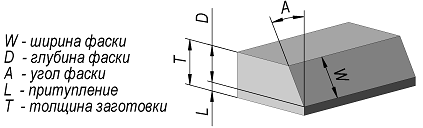
Рис.
4
Обязательна
проверка предела прочности материала.
Например, в стали Ст 3 сп – изготовленной по ГОСТ 14637-89 предел прочности материала
может доходить до 54 кгс/мм², а по согласованию с заказчиком и выше т.е. размер фаски
определяется в колонке 3.
2. Устройство
и работа
Операторам, работающим на машине, необходимо
пройти обучение на заводе-изготовителе по настройке машины, приемам работы и
техники безопасности. Неквалифицированными действиями можно вывести из строя
машину в самом начале работы.
Скалывающий модуль
Рис.2 Поз.11 установлен в каретке Поз.7 на
горизонтальной оси устройства поворота модуля и регулирования угла наклона, что
позволяет оперативно поворачивать модуль на некоторый угол при изменении угла
скалывания и на 180º, при повороте модуля для скалывания фаски сверху Рис. 1 или
снизу Рис. 3.
При изменении угла
скалывания и при повороте модуля для скалывания фаски сверху или снизу изменяется
высота рабочей кромки куттера над уровнем пола.
Для сохранения
постоянства высоты рабочей кромки куттера, каретка передвигается вверх и вниз
по стойке с помощью ручного привода подъема-опускания каретки Поз.13.
Стойка Поз.10 на
пружинных амортизаторах установлена на тележке Поз.12. Пружины облегчают
установку машины на лист, при скалывании фаски на больших заготовках,
амортизируют неровности пола, и различные дефекты заготовки. Два колеса тележки
снабжены тормозом.
На блоке управления
Поз.9 кнопки пуск, стоп.
Имеется поддон Поз.
22 для сбора стружки.
Для скалывания
фаски в самоходном режиме предварительно настроенную на нужный режим машину,
надвигаем на заготовку. Куттер захватывает пазами металл заготовки и, скалывая
фаску, одновременно продвигает машину вдоль листа.
Для скалывания
фаски с небольших, свободно переносимых вручную заготовок машина
затормаживается, заготовка вставляется в предварительно настроенную на нужный
режим машину. Куттер захватывает заготовку и, скалывая фаску, продвигает лист
через машину.
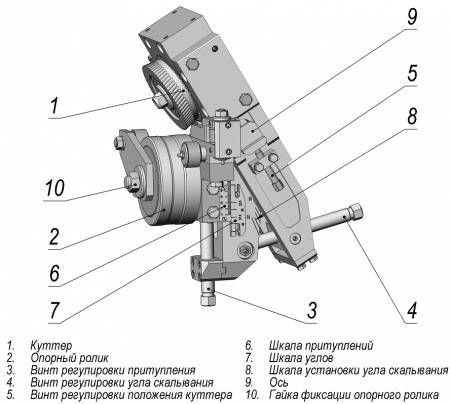
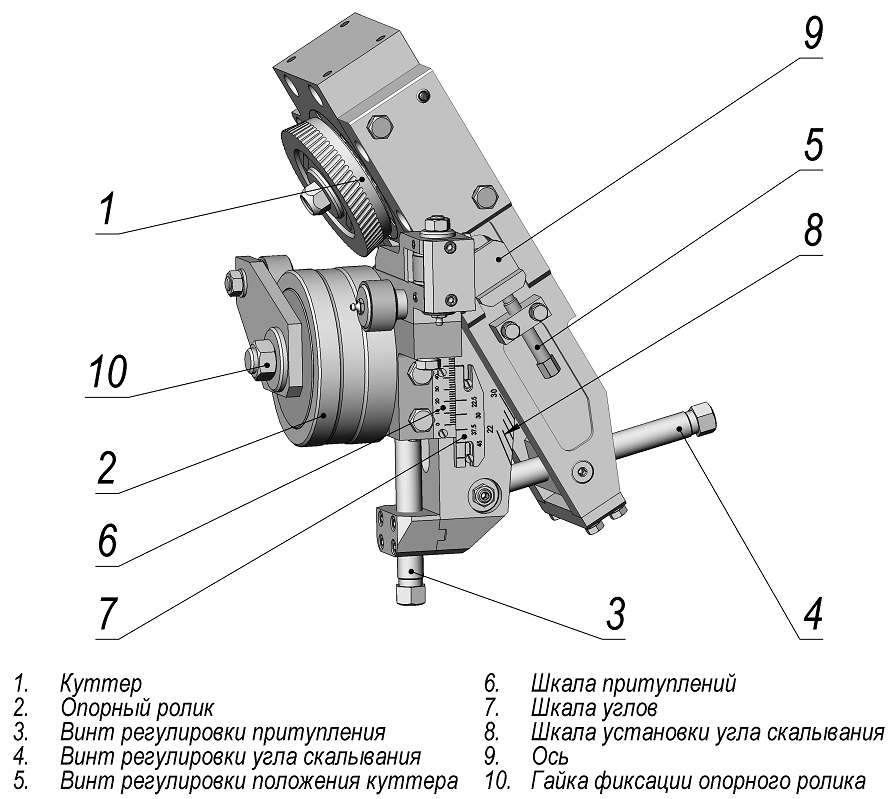
Рис.5
3. Настройка машины на заданный размер фаски
Устанавливаем угол
скоса Рис.5 вращением винта регулировки угла скалывания Поз.4 (настраивать угол следует от меньшего к
большему, чтобы выбрать зазоры). Винтом регулировки притупления Поз.3 устанавливаем притупление (от большего к меньшему, чтобы выбрать зазоры), по шкале Поз.6 напротив нужного угла на шкале Поз.7 (на Рис.5 изображено: угол «А» 30°, притупление «L» 8 мм).
Регулировка установки куттера производится с помощью специальных шаблонов (см. ниже), максимальный выход куттера из заготовки («w» Рис.6) не должен превышать 3 мм. При увеличении этого размера, куттер начинает проскальзывать на заготовке, рабочая поверхность перегревается, стойкость инструмента падает, садится рабочая кромка, выламываются зубцы.
Предварительно следует сколоть небольшую пробную фаску, проверить притупление и, в случае необходимости, отрегулировать положение шкалы углов Поз.7.
Положение шкалы углов Поз.7 проверяется и регулируется после каждого изменения угла скалывания.
Гайка Поз.10, гайка на валу Поз.9 должны быть надежно затянуты. Винты Поз.3, Поз.5 подтянуть для устранения зазоров.
Стабильность размера угла зависит от положения оси опорного ролика.
Ось опорного ролика должна быть параллельна плоскости заготовки.
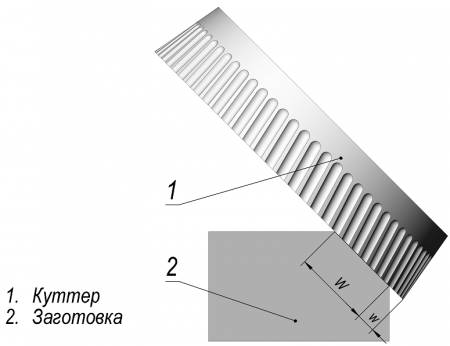
Рис.6
centertd width=center align= style= style=
|